

Продукция




Корыч тәлинкә Алдан әзерләү сызыгы - Лонгфа
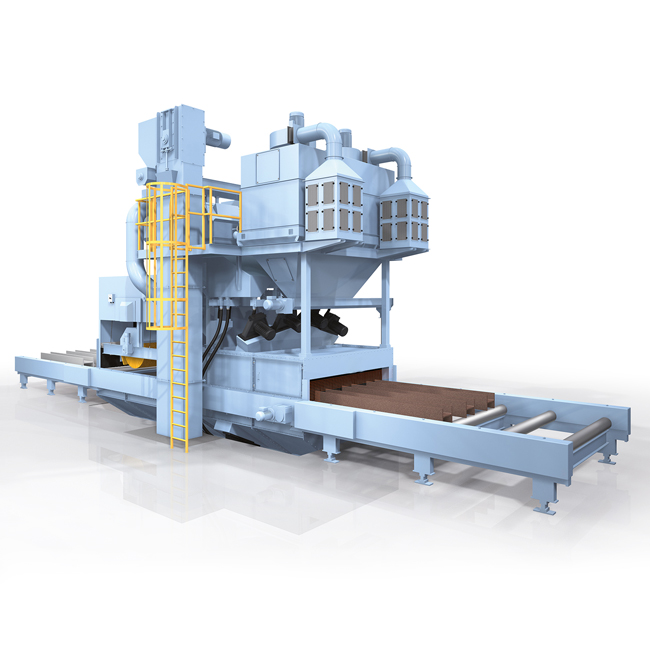
Корыч тәлинкәләрне алдан дәвалау линиясе - Лонгфа
Корыч тәлинкәләрне чистарту линиясе, нигездә, тукландыру һәм җибәрү конвейерларыннан, шартлаткыч камера, шартлаткыч чистарту җайланмасы, материал әйләнеше системасы, тузан чыгару системасы, буяу сиптерү системасы, киптерү бүлмәсе, буяу томанын эшкәртү җайланмасы һәм электр белән идарә итү системасыннан тора, һәм булырга мөмкин. өскә-аска горизонталь хәрәкәт белән җиһазландырылган Материаль җайланма, яңгыр һәм канализация чистарту җайланмасы, код сканерлау, кодлау җайланмасы һәм корыч тәлинкәләрне җылыту җайланмасы.Корычны эшкәртү процессы эшкәртү технологиясенә карый, анда датны бетерү өчен корыч өслеге шартлатылган һәм эшкәртү алдыннан саклагыч пример катламы белән капланган (ягъни чимал торышы).Корыч алдан эшләнгәннән соң, механик продуктларның һәм металл компонентларның коррозия сәләте яхшырырга мөмкин.Корыч тәлинкәнең ару-талуга каршы хезмәте аның хезмәт срогын озайта;шул ук вакытта, ул шулай ук корыч өслекнең җитештерү халәтен оптимальләштерә ала, бу CNC кисү машинасының буш һәм төгәл бланкына файдалы.Моннан тыш, корыч тәлинкәләрне чистарту линиясе корыч тәлинкә өслеген чистарту эффективлыгын яхшырта, хезмәт интенсивлыгын һәм әйләнә-тирә мохитнең пычрануын киметә ала.

Өстенлек
Даими шартлаткыч тәгәрмәч, тотрыклы тапшыру системасы, югары куркынычсызлык.
Үзенчәлекләр
Гомуми чишелеш.
Барлык компонентлар да яхшы тәэмин итүчеләрне кулланалар.
Исбатланган мөмкинлекләр, өстен компонентлар, җитлеккән технология.
Ailзенчәлекле - сыгылучан макет.
Хәзерге җитештерү процессларына җиңел интеграция.
Бай җиһаз сайлау.


Заявка
Оксид, дат, май пычраклары һ.б.
Surfaceир өслегенең тупаслыгын, ару көчен һәм буяуны ябыштыруны арттыра.




Газета язылу
Безнең продуктлар яки приселистлар турында белешмәләр өчен зинһар, электрон почтагызны безгә калдырыгыз һәм без 24 сәгать эчендә элемтәдә торырбыз.
© Copyright - 2010-2023: Барлык хокуклар сакланган. Сайт картасы - AMP Mobile
Троллейбус тибындагы шартлау машинасы, Тимер чыбыктан шартлаткыч машина җиһазлары, Корыч тәлинкәләрне алдан дәвалау линиясе, Тимер чыбыктан шартлаткыч машина җитештерүчеләре, Тимер чыбыктан шартлаткыч машина җитештерүче, Шартлау өлешләре,



